
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

电 话:13771111998/13621514203
邮箱:948831234@qq.com
网址:www.wxjy81.com
地址:无锡市惠山区杨市瑞丰路12号

活塞杆在工作中方法是反复运动的方式,以便提升活塞杆的使用寿命,减少活塞杆的磨损率,因而毛坯采用38CrMoAlA的合金工具钢。专业滚压油缸管因为制造种类归属于大批量生产,以便提升生产率提议大家选用自由锻方式生产制造毛坯。太原滚压油缸管能够根据零件图的生产加工精密度要求,铸钢件的限度公差等级为8-12级,活塞杆选择批量生产生产,思索选择圆柱状毛坯。毛坯的制做方法是随意锻造,根据活塞杆零件图的限度要求和实践活动的生产加工要求开展实际操作。活塞杆选用38CrMoALA原材料,φ50mm×770mm一部分历经热处理和表层高频淬火后,那样使活塞杆具有一定的延展性,又具备不错的耐磨性能。

喷焊生产加工是一种无切削生产加工,在常温状态运用金属材料的塑性形变,使钢件表层的外部经济不平度辗平进而超过更改表层结构、机械设备特点、样子和规格的目地。专业滚压油缸管因而这类方式可另外超过光整生产加工及加强二种目地,是切削没法保证的。太原滚压油缸管不管用哪种生产加工方式生产加工,在零件表层都会留有超微粒的凹凸不平的刀纹,出现交叠波动的峰谷状况,喷焊生产加工基本原理:这是一种工作压力光整生产加工,是运用金属材料在常温下的冷塑性变形特性,运用喷焊专用工具对钢件表层释放一定的工作压力,使钢件表面金属材料造成塑性变形流动性,填写到初始残余的低凹波谷中,而超过钢件表层不光滑值减少。

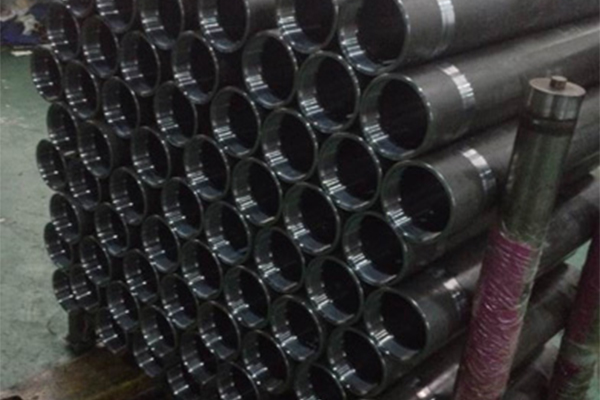
在油缸筒的加工中,缸筒就是其主要部件,油缸筒其加工质量的好坏将直接影响整个产品的寿命和可靠性。专业滚压油缸管缸筒的基本特征是深孔加工,所以需采用滚压加工,油缸筒由于表面层留有表面残余压应力,油缸筒有助于表面微小裂纹的封闭,侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能缓解疲劳裂纹的产生或扩大,因而增加缸筒疲劳强度。太原滚压油缸管通过滚压成型,滚压表面形成一层冷作硬化层,油缸筒减少了磨削副接触表面的弹性和塑性变形,从而增加了缸筒内壁的耐磨性,同时毕免了因磨削引起的烧商。油缸筒设备在工作性能、构造、使用范围、制造精度、外观、材料、试验方法不断提出新的要求,因此不断推动着油缸筒的发展和进步。
一般波纹管是指可折叠皱纹片沿折叠伸缩方向连接成的管状弹性元件。滚压油缸管波纹管是PTFE材质加工而成,铁氟龙波纹管由于它独特的外形条件,在仪器仪表中应用广泛,铁氟龙波纹管的伸展要求较大的容积变化,也可用来测量。太原滚压油缸管铁氟龙波纹管不仅是在外形上面占有优势,在材质的选择上面,就铁氟龙波纹管而言,它也具有铁氟龙管的有利的优势,铁氟龙波纹管它耐摩擦,化学性质稳定,可以取代机械强度较低的石墨、陶瓷、玻璃等管道。使用温度范围在-65℃~260℃。


